
For HDG street light poles, do not ask only "galvanized or not." Specify one standard, define how coating thickness will be accepted, and require inspection evidence before shipment.
Hot-dip galvanizing protects steel street light poles by forming a zinc-iron alloy coating in molten zinc. For EPC and municipal projects, the procurement decision is about standard selection, coating thickness direction, lot traceability, and site acceptance - not only appearance.
Quick Answer
A galvanized street light pole should not be specified only as "galvanized." For EPC, municipal, and road lighting projects, the buyer should define the galvanizing standard, coating thickness acceptance method, inspection points, lot traceability, and repair rules before production.
For most project specifications, buyers should clearly state whether the pole follows ISO 1461 or ASTM A123, whether galvanizing is completed after fabrication, and how coating thickness will be checked with multi-point magnetic gauge readings.
Key Facts for Galvanized Street Light Poles
- Specify one standard clearly: ISO 1461 or ASTM A123.
- Require hot-dip galvanizing after fabrication, including shaft, base plate, welding areas, and internal surfaces where applicable.
- Do not accept only a single "average thickness" claim without lot ID, inspection points, and gauge readings.
- Check coating thickness by steel thickness category and critical areas, not only by appearance.
- For coastal, industrial, bridge, port, or high-humidity projects, define the acceptance workflow before mass production.
- Ask for supplier evidence before shipment, including galvanizing records, coating thickness report, repair notes, and QC photos.
Need to review a galvanized pole specification for a tender, municipal project, or EPC quotation?
Table of Contents (Tap to Expand)
- EPC Quick Checklist Before Ordering
- ISO 1461 vs ASTM A123
- What Is a Hot-Dip Galvanized Street Light Pole?
- Why Galvanizing Matters for Project Buyers
- Galvanizing Risk Matrix by Environment
- Documents to Request Before Shipment
- Do Not Accept These Supplier Answers
- Copy/Paste Tender Clause
- Choose Your Project Stage
- FAQ
EPC Quick Checklist Before Ordering Galvanized Street Light Poles
Use this checklist before issuing a PO, BOQ, or supplier comparison sheet.
- Project location and environment: inland, coastal, industrial, bridge, port, or high-humidity area.
- Pole height, wall thickness, base plate size, and arm configuration.
- Required galvanizing standard: ISO 1461 or ASTM A123.
- Whether galvanizing is performed after full fabrication.
- Required coating thickness acceptance method.
- Multi-point magnetic gauge inspection.
- Lot ID and traceability records.
- Repair rules for drilling, cutting, welding, or handling damage.
- Packing method to prevent coating damage before shipment.
ISO 1461 vs ASTM A123: What Tenders Should Actually Say
Both standards are widely used for hot-dip galvanized steel. The procurement risk is not choosing the "best" acronym; it is writing a vague clause that lets the supplier decide the acceptance method later.
| Item | ISO 1461 | ASTM A123 |
|---|---|---|
| Common use | Global and EU-style tenders for fabricated articles. | US-style specifications and general iron or steel products. |
| Buyer focus | Mean and local coating thickness by steel thickness category. | Standardized acceptance for galvanized steel products. |
| Tender risk if unclear | Supplier may quote only a general HDG process without lot evidence. | Supplier may avoid showing measurement points and traceability. |
| Practical rule | Choose one standard and define lot ID, inspection points, and records. | Choose one standard and define lot ID, inspection points, and records. |
Coating thickness direction
Street light poles often combine shaft wall thickness, base plate thickness, arm brackets, weld zones, and anchor interfaces. Check thickness by the selected standard and steel thickness category, not by a single supplier average.
Common project target directions are often around 70-85 µm for normal inland environments and around 85-100+ µm for more aggressive coastal or industrial environments. These are project directions, not a replacement for standard acceptance rules.
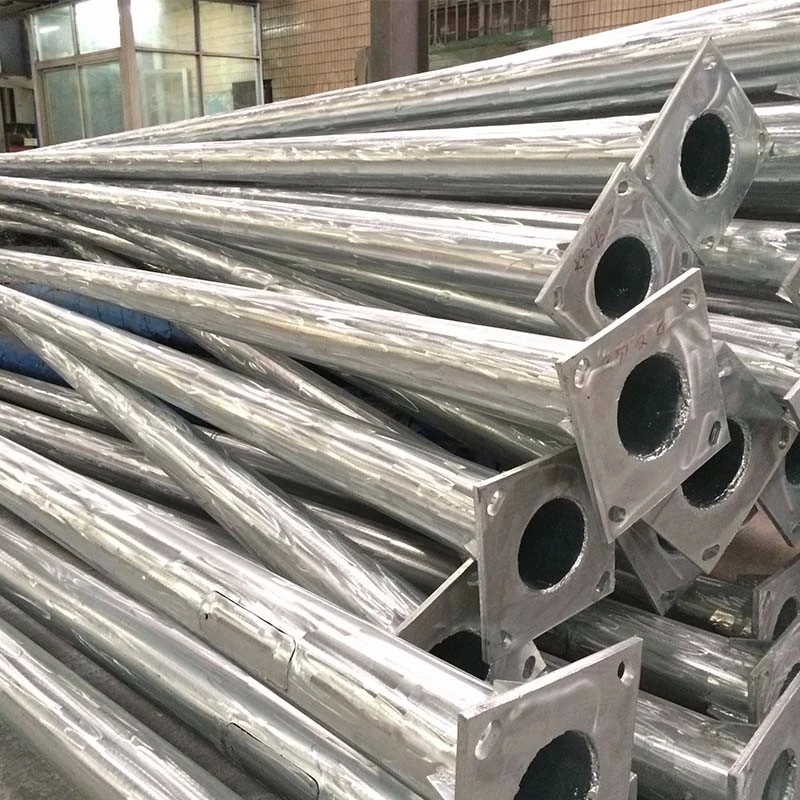
What Is a Hot-Dip Galvanized Street Light Pole?
A galvanized street light pole is a steel pole coated with zinc to reduce corrosion risk. In hot-dip galvanizing, the fabricated pole is cleaned and dipped into molten zinc after welding and forming. A zinc-iron alloy layer forms on the steel surface.
For road lighting structures, serious procurement teams usually request lighting pole specifications that identify the steel grade, pole geometry, base plate, arm configuration, galvanizing standard, and inspection records together.
Why Galvanizing Matters for Street Light Poles
Untreated or poorly protected steel can rust quickly in coastal, industrial, bridge, port, or high-humidity environments. Corrosion is not only a surface appearance problem; it can affect base plate condition, anchor bolt interface, maintenance access, and replacement cost.
- Corrosion resistance: zinc provides sacrificial protection around small scratches.
- Safety and maintenance: clearer coating control reduces hidden weak points at welds, base plates, and lower shafts.
- Lifecycle cost: a low initial pole price may become expensive if repainting or early replacement is required.
Galvanizing Risk Matrix by Project Environment
The same street light pole specification may perform differently depending on the installation environment. For municipal and EPC projects, the galvanizing requirement should be reviewed together with corrosion exposure, maintenance difficulty, safety risk, and acceptance method.
| Environment | Main Risk | Recommended Review |
|---|---|---|
| Inland urban road | Normal humidity and pollution exposure. | Specify ISO 1461 or ASTM A123, require lot records, and confirm coating thickness readings before shipment. |
| Coastal road or island project | Salt air accelerates corrosion, especially around the base plate and lower shaft. | Define a stricter project target direction, check base plate readings, and review packing protection. |
| Industrial zone | Pollution, chemicals, and moisture may shorten coating service life. | Review hot-dip galvanizing evidence and consider whether an additional finish or duplex system is required. |
| Bridge, flyover, or hard-to-maintain road | Replacement and maintenance are difficult after installation. | Require clearer inspection records, coating readings, and repair documentation before shipment. |
| High mast, port, airport, or logistics yard | Higher safety exposure, wind load, base plate stress, and corrosion risk. | Review pole structure, base plate, anchor bolt interface, galvanizing evidence, and project acceptance documents together. |
Documents to Request Before Shipment
For project orders, the supplier should provide evidence that connects the pole batch, galvanizing process, coating thickness readings, and inspection approval. This is more useful than a general statement such as "the poles are galvanized."
- Galvanizing standard declaration: ISO 1461, ASTM A123, or project-specific requirement.
- Pole batch number or lot ID.
- Coating thickness report with measurement points.
- Magnetic thickness gauge calibration record if available.
- Photos of shaft, base plate, weld areas, and internal surfaces where applicable.
- Records for post-galvanizing repair, touch-up, drilling, or handling damage.
- Packing photos showing coating protection before shipment.
- QC sign-off or inspection summary.
- Drawings or datasheets matching the delivered pole configuration.
- Any project-specific acceptance checklist required by the buyer, consultant, or municipality.
For supplier evidence review, connect the pole batch to pole manufacturing and galvanizing quality control, not only to a sales quotation.
Do Not Accept These Answers from Suppliers
A low price is not useful if the galvanizing requirement cannot be verified. During supplier review, these answers should trigger follow-up questions before payment or shipment.
| Supplier Says | Why It Is Risky | Better Requirement |
|---|---|---|
| "It is galvanized, don't worry." | No standard, no coating target, and no acceptance basis. | Ask for ISO 1461 or ASTM A123 reference, lot ID, and thickness readings. |
| "Average thickness is 80 µm." | A single average does not show local weak points or critical areas. | Ask for multi-point readings on shaft, base plate, weld zones, and other agreed inspection points. |
| "We can repair after drilling." | Post-galvanizing drilling or cutting may expose steel if repair is not controlled. | Ask for repair method, photos, and written repair record. |
| "Only the outside needs to look good." | Internal condensation and hidden surfaces can still create corrosion risk. | Clarify internal galvanizing and inspection expectations before production. |
| "We follow international standard." | "International standard" is not a real acceptance clause by itself. | Require the exact standard name and project acceptance method in the PO or BOQ. |
Copy/Paste Tender Clause for Galvanized Street Light Poles
This clause should be adjusted according to local standards, project environment, pole structure, and consultant requirements. For wording alignment, use BOQ and tender document support before issuing the final procurement file.
Galvanized vs Non-Galvanized Poles
| Feature | Hot-Dip Galvanized Pole | Painted Only Pole |
|---|---|---|
| Corrosion resistance | High, with zinc sacrificial protection. | Lower; paint can crack, peel, or expose steel. |
| Internal protection | Possible when the HDG process and venting are specified correctly. | Often weak or absent inside closed pole sections. |
| Acceptance clarity | Can be tied to standard, lot ID, and coating readings. | Often relies more on visual appearance. |
| Best fit | Roads, highways, coastal areas, bridges, and industrial zones. | Shorter-term or lower exposure applications. |
Where Hot-Dip Galvanized Poles Are Commonly Used

- Coastal roads and island projects with salt air exposure.
- Urban highways and expressways exposed to pollution.
- Bridges and flyovers where replacement access is difficult.
- Industrial zones with chemical or moisture exposure.
- High mast, port, airport, or logistics yard structures where base plate and anchor interfaces carry higher risk.
For high-risk structures, check high mast pole and base plate requirements together with corrosion protection.
Incoming Inspection Workflow
A repeatable inspection workflow prevents subjective acceptance disputes.
1. Define the inspection lot
Group poles by the same specification, batch, and supplier lot ID. Do not mix different wall thickness or base plate configurations in one record.
2. Define measurement points
Measure lower, middle, and upper shaft zones, then check base plate and weld areas separately. Avoid relying on easy-to-measure locations only.
3. Use calibrated magnetic gauge readings
Record the gauge model, calibration status, measurement point, value, lot ID, and inspector note. Link the report to pole drawings and datasheets so the delivered configuration matches the acceptance file.
4. Review repairs and packing
Document any post-galvanizing drilling, cutting, welding, handling damage, or touch-up. Check packing photos before shipment so coating damage is not created during loading.
Choose Your Project Stage
Different buyers need different support. Select the path that matches your current stage so the pole specification, coating evidence, and quotation documents can be reviewed correctly.
Tender / BOQ Stage
If you are preparing a municipal, EPC, or consultant-reviewed BOQ, send the project location, pole height, wall thickness, required standard, and environmental exposure. We can help review the galvanizing wording before quotation.
Production / Supplier Review
If you are comparing suppliers, send the proposed galvanizing standard, coating report, lot ID, and photos. We can help check whether the evidence package is complete enough for project review.
Site Acceptance Stage
If poles have arrived or are ready for inspection, prepare photos, coating readings, batch information, and visible damage records. A clear incoming inspection checklist helps reduce acceptance disputes.
Related Engineering Paths
- Compare similar street lighting project references before finalizing project scope.
- Review pole configuration, coating evidence, and acceptance records before shipment.
Engineering Review Note
Stephen Zhang - Street Lighting & Pole Project Support
Stephen works with EPC contractors, municipal project teams, engineering consultants, and tender departments on street lighting poles, hot-dip galvanizing requirements, pole configuration, DIALux / IES support, BOQ matching, and project document preparation.
For galvanized pole projects, buyers can send the project location, pole height, wall thickness, environment category, galvanizing standard, and required inspection documents for review.
FAQ
What standard should I specify for galvanized street light poles?
Specify one recognized standard clearly, usually ISO 1461 or ASTM A123, then define inspection points, lot records, and acceptance documents.
Is ISO 1461 better than ASTM A123?
Not automatically. The better choice is the one required by the client, consultant, region, or project specification. The key is to avoid vague wording and to define acceptance clearly.
What coating thickness should I require?
Follow the selected standard by steel thickness category. Many projects also add a target direction, such as higher expectations for coastal or industrial environments, but final acceptance should be tied to the standard and inspection plan.
How should galvanized poles be inspected before shipment?
Use multi-point magnetic gauge readings, visual inspection, lot ID, repair records, and photos of shaft, base plate, weld zones, and packing condition.
What documents should the supplier provide?
Request the galvanizing standard declaration, lot ID, coating thickness report, gauge calibration record if available, QC photos, repair notes, packing photos, and drawings or datasheets matching the delivered pole.
What is risky about very low-cost galvanized poles?
The risk is often hidden in vague standards, missing lot records, single average thickness claims, thin coating at critical areas, or uncontrolled repairs after drilling and cutting.
Are galvanized poles suitable for coastal projects?
They can be suitable when the project defines the environment, coating target direction, acceptance method, base plate inspection, repair rules, and packing protection before production.
Can holes or welding be repaired after galvanizing?
Post-galvanizing work should be avoided where possible. If unavoidable, the repair method, location, photos, and acceptance notes should be documented.
Should the inside of the pole also be galvanized?
For closed pole sections and humid environments, internal protection should be clarified because condensation can create hidden corrosion risk.
What information should I send before quotation?
Send project location, environment category, pole height, wall thickness, base plate details, arm configuration, required standard, and inspection document requirements.
